
Global Anti-Infective Vaccines Market Industry Insights, Trends, Outlook, Opportunity Analysis Forecast To 2025-2034
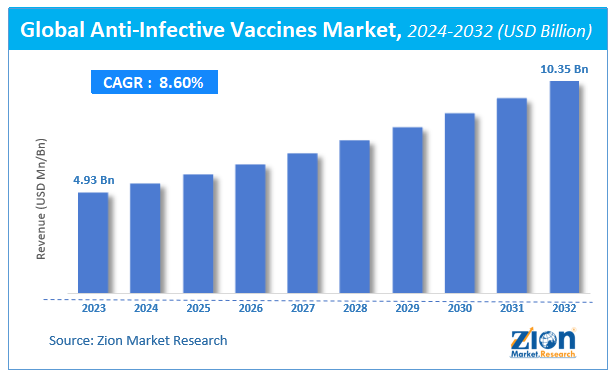
The market research for the global Anti-Infective Vaccines market is an accumulation of first-hand facts and quantitative and qualitative evaluation and analysis for the forecast period (2024-2032). The report offers a comprehensive assessment of macro-economic indicators, parent market trends, and several factors influencing the market dynamics. In addition, it also assesses the latest developments while predicting the expansion of the major players Emergent BioDefense Operations Lansing Inc., Sanofi Pasteur, Merck & Co., Inc., MedImmune LLC, Novartis Vaccines and Diagnostics Ltd., Intercell Biomedical, MassBiologics, Barr Labs, Inc., Organon Teknika Co., GlaxoSmithKline Biologicals, CSL Ltd., ID Biomedical Co., Protein Sciences Co., Wyeth Pharmaceuticals, Inc., Berna Biotech, Ltd of the Anti-Infective Vaccines market. Moreover, it includes data of several organizations, vendors, firms, and manufacturers in the market and offers an all-inclusive synopsis of the players that play significant parts in terms of revenue, demands, share, and sales across their post-sale processes, reliable services, and products.
https://www.zionmarketresearch.com/report/anti-infective-vaccines-market
The market research for the global Anti-Infective Vaccines market is an accumulation of first-hand facts and quantitative and qualitative evaluation and analysis for the forecast period (2024-2032). The report offers a comprehensive assessment of macro-economic indicators, parent market trends, and several factors influencing the market dynamics. In addition, it also assesses the latest developments while predicting the expansion of the major players Emergent BioDefense Operations Lansing Inc., Sanofi Pasteur, Merck & Co., Inc., MedImmune LLC, Novartis Vaccines and Diagnostics Ltd., Intercell Biomedical, MassBiologics, Barr Labs, Inc., Organon Teknika Co., GlaxoSmithKline Biologicals, CSL Ltd., ID Biomedical Co., Protein Sciences Co., Wyeth Pharmaceuticals, Inc., Berna Biotech, Ltd of the Anti-Infective Vaccines market. Moreover, it includes data of several organizations, vendors, firms, and manufacturers in the market and offers an all-inclusive synopsis of the players that play significant parts in terms of revenue, demands, share, and sales across their post-sale processes, reliable services, and products.
https://www.zionmarketresearch.com/report/anti-infective-vaccines-market
Global Anti-Infective Vaccines Market Industry Insights, Trends, Outlook, Opportunity Analysis Forecast To 2025-2034
The market research for the global Anti-Infective Vaccines market is an accumulation of first-hand facts and quantitative and qualitative evaluation and analysis for the forecast period (2024-2032). The report offers a comprehensive assessment of macro-economic indicators, parent market trends, and several factors influencing the market dynamics. In addition, it also assesses the latest developments while predicting the expansion of the major players Emergent BioDefense Operations Lansing Inc., Sanofi Pasteur, Merck & Co., Inc., MedImmune LLC, Novartis Vaccines and Diagnostics Ltd., Intercell Biomedical, MassBiologics, Barr Labs, Inc., Organon Teknika Co., GlaxoSmithKline Biologicals, CSL Ltd., ID Biomedical Co., Protein Sciences Co., Wyeth Pharmaceuticals, Inc., Berna Biotech, Ltd of the Anti-Infective Vaccines market. Moreover, it includes data of several organizations, vendors, firms, and manufacturers in the market and offers an all-inclusive synopsis of the players that play significant parts in terms of revenue, demands, share, and sales across their post-sale processes, reliable services, and products.
https://www.zionmarketresearch.com/report/anti-infective-vaccines-market
·31 Просмотры
·0 предпросмотр


